





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
Dans le processus de moulage en caoutchouc en silicone, l' outillage de production peut être la plus longue étape et nécessite le plus grand investissement en capital . Cependant, la capacité du LSR à s'écouler en coupes transversales très minces, des rayons serrés et des caractéristiques épaisses / minces font de la conception du moule une tâche plus simple .
De plus, par rapport aux moisissures d'injection pour les plastiques, la surface des moules construites pour le moulage par injection LSR ne nécessite pas de finition très poli et les angles de tirage ne sont pas nécessaires pour aider à éliminer le composant fini du moule. Une fois la phase de durcissement ou de vulcanisation et de solidification terminée, la pièce moulée LSR est retirée du moule sans souci de distorsion ou de dommage.
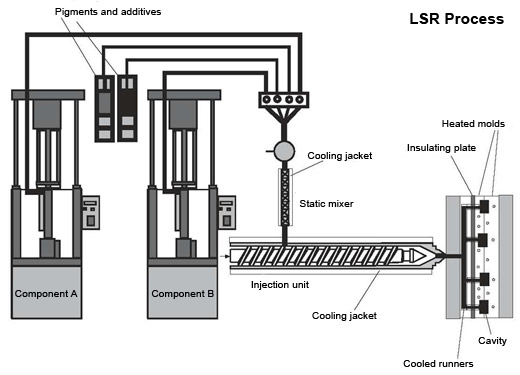
Le processus de fabrication de moulage par injection de liquide (LIM) est utilisé pour mouler le caoutchouc de silicone dans un large éventail de pièces et de produits. Alors que le processus traditionnel de moulage par injection de réaction (RIM) se concentre sur un processus de mélange d'impact sous pression, l' ancien MELDING de la référence utilise une méthode de mélange mécanique qui mélange un composé de matériau LSR à deux composantes en platine qui se déroule dans un moule.
Une différence primaire entre LSR LIM (moulage par injection de liquide) et le moulage par injection thermoplastique se rapporte à la livraison du matériau. L'outil d'injection LSR est logé dans une presse à moulage par injection spécifique au LSR, qui est conçu pour un contrôle précis de la taille du tir et permet la production cohérente de composants en caoutchouc de silicone liquide.
Voici les principales étapes impliquées dans le processus de moulage par injection de caoutchouc de silicone liquide:
La moulure des composants LSR nécessite une technologie de pointe, un système de qualité robuste et une résolution créative de problèmes. Votre fabricant doit avoir l'expertise pour relever ce défi, car il est essentiel pour votre processus de production et la qualité et les performances de votre produit final .

September 02, 2024

August 17, 2024
Envoyer à ce fournisseur
September 02, 2024
August 17, 2024

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.